Quality
Palm was founded with the objective of introducing quality products into the marketplace. This dedication to quality and continuous improvement is an integral part of our business. We consider it our responsibility to ensure that we meet the level of quality expected by our customers. Our customer satisfaction objectives are achieved through innovative process improvements, ongoing education, quality standards, and satisfaction measurement programs.
Environmental Consciousness
|
It is the policy of Palm to conduct its operations in a manner that is environmentally responsible and befitting of a good corporate neighbor and citizen. Palm manages all phases of its business in a manner that minimizes the impact of its operations on the environment. To further its commitment to environmental stewardship, Palm has established and strives to meet the following objectives:
|
 |
Analytical Laboratory
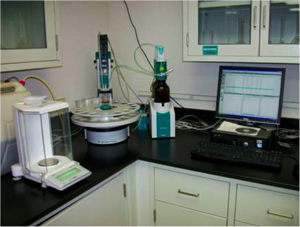
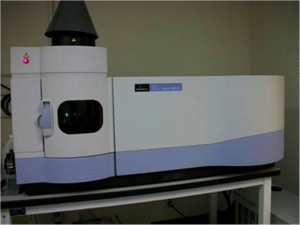
To ensure the high quality of our products, Palm's analytical laboratory is staffed by experienced chemists and operates state-of-the-art equipment.
|
Anton Paar DMA 4500 Densitometer |
Metrohm Autotitrator |
|
Perkin Elmer AAnalyst 300 AA |
Perkin Elmer Optima 7300 DV ICP |


ISO
Exemplifying Palm's commitment to quality, Palm is ISO 9001:2015 certified. Palm has been ISO certified since 1999
HAVE A QUESTION?
CONTACT AN EXPERT
615-641-1200
- Quality & Supply Assured
- Leading Supplier & Producer of Commodity Nickel Chemicals
- Major Distributor of Nickel, Cobalt and Cadmium Metals to the Surface Finishing Market
- Toll Blending, Packaging & Quality Assurance Capability for Liquid Chemical Products